





Enviroflo/Nalco Dustfoam Suppression Systems
In instances where there is a shortage of water or where there is a limit to the amount of moisture that can be added if the product is to be fine screened, for example, where the minimum mesh size is below 4mm, high moisture contents above 1% - 2% can cause 'blinding' of the screens that will seriously impair screening efficiency. There are other mineral products where it is important to keep the added moisture content down - i.e. coal being fed to boilers, aggregate fed to asphalt plants, where 'free flow' characteristics etc are important as are thermal costs related to driving off moisture. This again limits the amount of water that can be added as a dust suppression agent.
It should be noted that moisture percentage is calculated on the maximum flow rate of the product. If the feed rate varies then the percentage of moisture varies, i.e. 1% moisture at maximum demand equals 2% moisture at 50% design rate.

To overcome most of the above problems and also to improve the degree of dust control achieved, special foaming agents have been developed. The foam is produced at source with the introduction of water at a controlled rate together with compressed air into a foaming chamber. This foaming chamber creates micro bubbles that can be applied at strategic parts of the process that generate the majority of dust. The micro bubbles are required to have a high degree of stability - i.e. they should not break up when sprayed into the materials being handled; They should maintain their shape until they enter crushers, transfer points, etc where they 'burst' causing the moisture they contain to be integrated into the product.
There are many foams available on the market. NALCO, is the leading supplier of DustFoam systems in the world with the foam characterised by its micro-bubble stability. This is a patented product known as 'DustFoam™' or 'DustFoam Plus™'. Enviroflo Engineering are the engineering design arm of NALCO for the UK and other designated areas in the world. Other foaming chemicals are available but these normally require more foaming agent which can prove more costly overall. These foams are often less stable.
If DustFoam™ is applied to one application point it can have a considerable advantageous 'carryover' effect to other parts of the process.
As a general rule 0.6 litres of Nalco DustFoam™ mixed with ninety-nine litres of water will produce some 5,000 litres of foam that can be added directly to the process. Typically, 0.15% moisture is added to the product. On small tonnage applications this can increase up to 0.16% moisture with foam solution ranging from 0.6 - 0.75% water to foam ratio being normal. It is the case that the system may also run below these values but this can only be decided on site during commissioning depending on the mineral being handled, the locations of application points, degree of sealing etc.
The use of DustFoam suppression systems therefore enables a considerably smaller volume of water to be used than the conventional water or water and surfactant systems. The NALCO DustFoam™ is totally inert, is an organic material and has no detrimental effects on watercourses, cement manufacturing processes, bitumen coating processes etc. A NALCO "Material Safety Data Sheet" is available for COSHH requirements.
'DustFoam Plus™' contains a 'tackifying' agent which can often improve dust control compared to 'DustFoam™'. Its main advantage is that it increases the active retention in the process product for up to 28 days. This can improve dust control during subsequent loading and offloading operations.
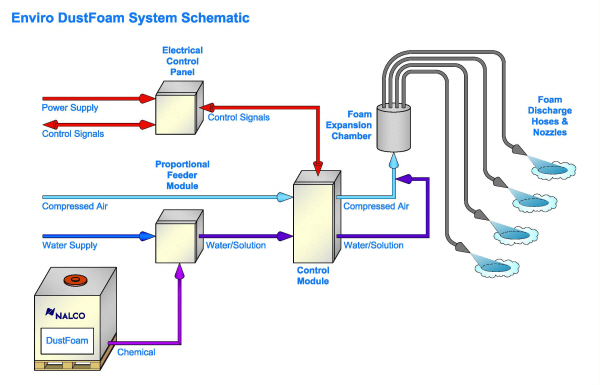
A typical DustFoam system comprises of:
- Proportional Feeder where water and dust foam is mixed together in a particular ratio.
- A Control Module where the water and foam solution pressure and flow is monitored. Also within control module a compressed air line complete with pressure and flow monitoring facilities is fitted. Additional engineering equipment is also included to each line such as isolating valves, non-return valves, automatic shut off valves, etc. There is also a purge line between the compressed air train and the water/DustFoam train to blow the foam line clear when the process has stopped.
- Foam Expansion Chamber where the compressed air and water mixture comes together. The foam is created by the interaction of these two flows. A number of flexible pipes are normally taken out from the top of the foam expansion chamber to feed foam to the points of application. The foam expansion chamber is normally mounted as close to the application area as possible and the flexible pipes feeding each application point cannot be longer than around 9 metres.
- Electrical Control Panel is provided with most applications. The panel contains stop/start switches, purge control, manual/automatic operation etc.
- Sensors to monitor flow of product. These can be in the form of current sensing relays for crushers, underbelt switches, etc. Alternatively the sprays can be controlled from the main PLC.
Click Here to see examples of DustFoam in operation
Click Here to watch a video showing the effectiveness of DustFoam suppression